如果您需要制造具有高強度重量比的大型零件,樹脂傳遞模塑 (RTM) 可能正是您需要的工藝。樹脂傳遞模塑是一種復合液體模塑形式,其中樹脂與催化劑或硬化劑混合,然后注入填充有增強纖維的封閉模具中。
RTM 的強度、耐用性和高玻璃樹脂比使其非常適合制造大型、堅固的零件。此外,RTM 也是成型復雜形狀(包括復合曲線)的可行選擇。
RTM成型工藝
RTM(樹脂傳遞模塑)是使用匹配的陽模和陰模的閉模工藝。 RTM 工藝的模具可以由多種材料制成,包括鋼、鋁、鎳或復合材料。
在注入樹脂之前,模具通常以??質的形式填充增強纖維。在這個過程中最常見的纖維類型是玻璃,盡管也可以使用碳纖維、凱夫拉纖維,甚至一些有機纖維,如******。
一旦纖維被放置在封閉的模具內,然后注入液體熱固性樹脂,如聚氨酯。樹脂使纖維飽和,形成堅固耐用的產品,兩種材料之間的粘合效果極佳。
在此過程中,模具使用螺栓、肘節夾或壓力機保持閉合。通常,模具使用液體加熱系統加熱,RTM 期間使用的平均溫度為 104 華氏度(40 攝氏度)。然而,樹脂化學成分的變化可能需要不同的模具溫度,這也會影響反應時間和整體成型周期時間。
與注塑成型相比,RTM 使用類似的低溫但較低的壓力。這兩種工藝的循環時間明顯不同,注塑成型的循環時間很快(通常以秒為單位),而 RTM 更長(通常以分鐘為單位)。與注塑成型一樣,RTM 可以在零件的兩側提供成型特征,例如凸臺和肋條。
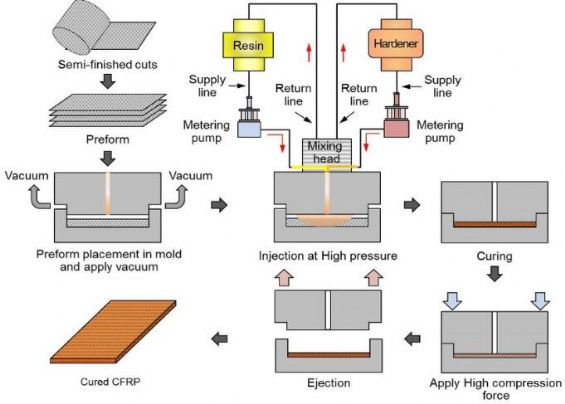
標準樹脂傳遞模塑也存在變化。HP-RTM是高壓樹脂傳遞模塑成型工藝的簡稱。它是指利用高壓壓力將樹脂對沖混合并注入到預先鋪設有纖維增強材料和預置嵌件的真空密閉模具內,經樹脂流動充模、浸漬、固化和脫模,獲得復合材料制品的成型工藝。
關于HP-RTM成型工藝
HP-RTM是近年來推出的一種應對大批量生產高性能熱固性復合材料零件的新型RTM工藝技術。它采用預成型件、鋼模,真空輔助排氣,高壓混合注射和在高壓下完成樹脂對纖維的浸漬和固化的工藝,實現低成本、短周期(大批量)、高質量生產。相比較傳統RTM,HP-RTM工藝具有以下幾個優點:第一,充模快、浸潤效果好,顯著減少了氣泡,降低了孔隙率;第二,??用高活性樹脂,縮短了生產周期,工藝穩定性和可重復性高;第三,使用內脫模劑和自清潔系統,制件表面效果優秀,厚度和形狀偏差小。可實現低成本、短周期(大批量)、高質量生產。
HP-RTM成型工藝的特點
HP-RTM包括預成型加工、樹脂注射、壓制過程以及修整工藝。相比于傳統的RTM工藝,HP-RTM工藝增加了注射后的壓制過程,降低了樹脂注射充填難度,提高了預制件的浸漬質量,并縮短了成型周期。具體工藝特點如下:
(1) 樹脂快速充滿模腔。較大的合模間隙和較高的注射壓力(1.0-15.0MPa),以及低黏度的樹脂,極大地提升了樹脂的注射速度,縮短了成型工藝周期(3-5min)。
(2) 提高了樹脂固化反應速率,縮短了樹脂的固化周期。采用高活性快速固化樹脂體系,并采用高效高壓混合、注膠設備,使樹脂基體混合均勻性更好,同時成型時需要高溫環境,大大提高了樹脂的固化反應速率。
(3) 使用內脫模劑和自清潔系統。使用了注射混合頭的自清潔技術,并在原材料中添加了內脫模劑組分,有效地提高了設備的清潔效率。
(4) 降低了制件中孔隙含量,提高了制件制品性能。使用了模內快速抽真空技術有效降低了制件中孔隙含量,提高了纖維的浸漬效率,改善了纖維和樹脂的界面結合能力,提升了制品的質量。
(5) 降低了制件的工藝難度,改善了樹脂浸漬增強材料的質量。采用抽真空與注射后的壓縮模塑工藝相結合的方式,降低了RTM工藝注膠口和排氣口設計難度,提高了樹脂的流動充填能力,以及樹脂對纖維的浸漬質量。
(6) 產品的厚度和三維形狀尺寸偏差低。為保證模具密封效果,采用雙剛面閉合模具,同時采用大噸位液壓機加壓,提高了成型過程的鎖模力,有效地降低了制件的厚度和形狀偏差。
(7) 產品具有卓越的表面性能和質量。采用模內噴涂技術以及高光潔度模具,使制件在很短的時間內即可獲得高精度的表觀質量。
(8) 具有很高的工藝穩定性和重復性。采用間隙注膠和注膠后壓縮技術,極大地提高了樹脂的充模流動能力,有效降低了工藝缺陷產生的幾率,具有很高的工藝重復性。
 瀏覽移動端官網
瀏覽移動端官網